McIntosh Ustalığı
Bir McIntosh yapmak için ne gerekir?
Deneyim. Tutku. Ustalık.
McIntosh'taki yetenekli bireyler, dünyadaki en kaliteli ev audio ürünlerini tasarlamaya ve inşa etmeye kendini adamıştır. 70 yılı aşkın deneyimimizde, McIntosh kalite ses reprodüksiyonunu tanımlamış ve performans, güvenilirlik ve servis için standart belirlemiştir.
Yeni bir McIntosh modelinin, başlangıç konseptinden nihai ürüne geçmesi aylar veya hatta yıllar alır. Bu süreçte, titizlikle mühendislik çalışması yapılır ve sürekli olarak geliştirilir, ta ki bizim titiz standartlarımıza uyana kadar. Sonrasında, çalışanlarımızın ustalığı, o tasarımları saygın ev audio ürünlerine dönüştürmek için geniş üretim yeteneklerimizle birleştirilir.
Bir McIntosh'un nasıl yapıldığını görmek için aşağı kaydırın.

Tesis

1949'da kurulan McIntosh'un mevcut fabrikası, Binghamton, NY'deki 2 Chambers Street'te bulunmaktadır ve 1956'da inşa edilmiştir. O zamandan beri bu konumda faaliyet göstermekteyiz.

Fabrikanın 1964 yılı civarındaki ön görünümü. Fabrika, 2000'lerin ortalarına kadar bu şekilde görünüyordu.

2000'lerin ortalarında fabrikanın önüne ana lobiyi, eğitim odasını, dinleme odasını ve ofis alanını içeren bir ek yapıldı. Dış cephe, bir McIntosh amplifikatörünü andırıyor.

McIntosh, Amerika Birleşik Devletleri'nde üretilmiş bir şirket olmaktan gurur duymaktadır.

Hava fotoğrafı, ana fabrikamızın merkezde gösterildiği ve binanın arkasında Servis Departmanı ve Depo kanatlarının bulunduğu bir görünüm. Sağdaki bina, orijinal McIntosh mülkünün bir parçası değildi, ancak 1970'lerin başında satın alındı; bugün mühendislik departmanımıza ev sahipliği yapıyor. Soldaki bina bir zamanlar McIntosh tarafından kullanılıyordu, ancak şimdi ayrı bir şirketin mülkiyetinde ve McIntosh tesisinin bir parçası değildir.

Bina önünün gece görünümü.

Ürün Tasarımı

Bir ürün konsepti belirlendiğinde, mühendislerimiz tasarım sürecine başlar. Mühendislik Departmanımız, mekanik, elektronik, akustik, yazılım ve endüstriyel tasarım departmanlarının yanı sıra özel destek personeli ile birlikte çalışmaktadır.

Her departman, birlikte uyum içinde çalışarak bitmiş ürüne katkıda bulunur.

PCB Nüfusu
-

Yüksek hacim talebini karşılamak için, çoğu baskılı devre kartı (PCB) bileşen yerleştirme işlemine Yüzey Montaj Teknolojisi (SMT) hattımızda başlar. SMT hattımız şunları içerir: bileşenlerin yerinde durmasını sağlamak için PCB'nin yüzeyine ince bir lehim pastası uygulayan bir lehim pastası dispenseri; gelişmiş otomasyon ve montaj ekipmanında dünya çapında lider olan Universal Instruments'tan Lightning Head ve InLine7 Head içeren üç son teknoloji Advantis® makinesi; ve yüksek verimli bir reflow fırını.
-

PCB'lere yerleştirilecek çeşitli elektronik bileşenlerin makaraları Advantis makinelerinden biri tarafından yerleştirilmek üzere hazırdır.
-

SMT hattımızdaki Advantis makineleri, PCB'lere saatte 18,000 elektronik bileşen hassas bir şekilde yerleştirme kapasitesine sahiptir. Bileşenler daha sonra, maksimum sıcaklık 500° F (265° C) civarına ulaşabilen reflow fırını sayesinde PCB'lere lehimlenir. Reflow fırını, lehim pastasını sıvı lehime dönüştürür ve soğuduğunda kalıcı lehim bağlantıları oluşturur.
-

Ayrıca, kablo uçlarına sahip bileşenleri PCB'lere yerleştirmek için Through-Hole Makineleri kullanıyoruz.
-

Radial uçlu bileşenler için yapılandırılmış Through-Hole Makinelerimiz tarafından monte edilmek üzere hazır olan kondansatörlerin makaraları.
-

Akselegüçlü bileşenler için yapılandırılmış Through-Hole Makinesiyle yüklü olan dirençlerin makaraları PCB'lere monte edilmek üzere hazırdır. Onlar, ürünlerimize yerleştirilen bir tür ses DNA'sı iplikçikleri gibi görünüyor!
-

Bazı bileşenler, boyutları, şekilleri veya sıcaklık hassasiyetleri nedeniyle PCB'lere elle yerleştirilir.

PCB Lehimleme

Through-Hole yerleştirilen bileşenler, bir devre kartının erimiş lehim havuzunun üzerinden geçirildiği toplu lehimleme işlemi olan Dalga Lehimleme ile PCB'ye lehimlenir. Bir pompa, dik duran bir dalga gibi görünen bir lehim yükselmesi üretir.

Bu, tüm bileşenlerin aynı anda lehimlenmesini sağlar.

Otomatik PCB yerleştirme ve lehimleme yeteneklerimize rağmen, sıcaklığa hassas bileşenler veya makineler için fazla büyük olan bileşenler için hâlâ çok fazla elle lehimleme yapılmaktadır.

Tekniklerimizin birçoğu lehimlemenin en iyi uygulamaları konusunda IPC® Eğitimi ve Sertifikası almıştır.

Lehim tabancalarımız, bileşenler ve PCB'ye dayalı olarak mümkün olan en iyi lehim bağlantılarını sağlamak için termostat kontrollüdür.

Tüm lehimimiz, uluslararası çevre düzenlemelerine uymak için kurşunsuzdur.

PCB Montajı
-
Lehimlemenin yanı sıra bazı bileşenler ve alt montajlar PCB'lere elle mekanik olarak tutturulur.

PCB Testi
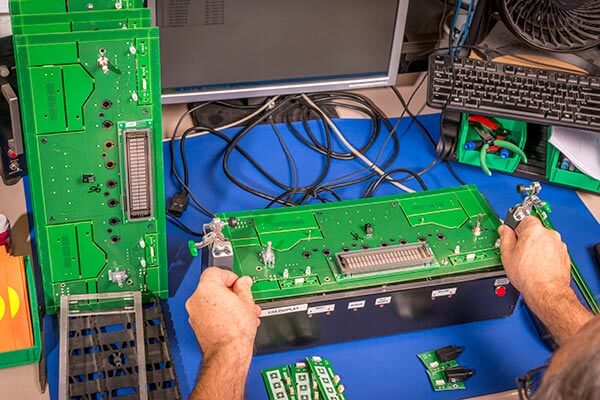
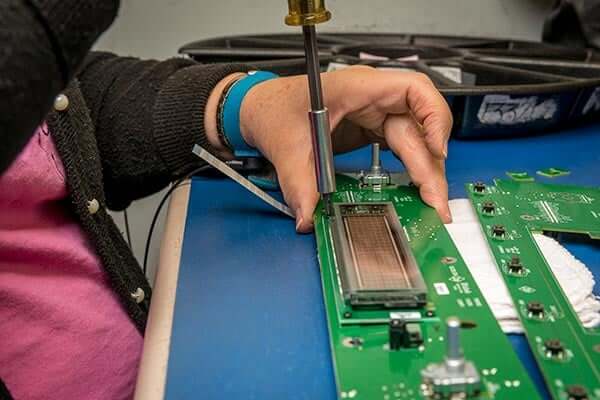
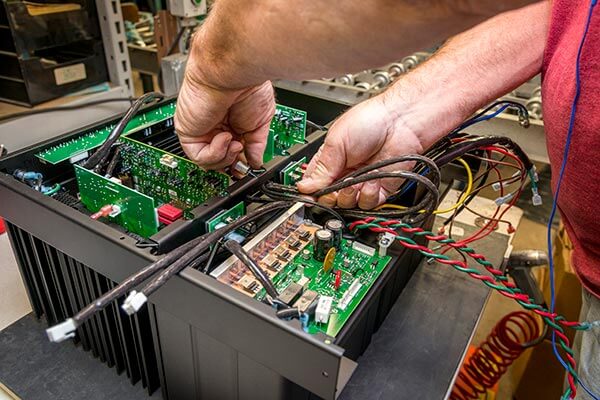
Aylık 7,000'e kadar PCB üretebiliyoruz ve bunlardan bazıları 1,000'den fazla bileşene sahip. Ürünlerimizin ömrünü uzatmaya yardımcı olmak için, her PCB bir üniteye monte edilmeden önce tek tek test edilmektedir. Test için, her PCB, o PCB için özel olarak tasarlanmış bir test düzeneğine yerleştirilir ve detaylı bir bilgisayar test prosedüründen geçirilir; ayrıca çeşitli test ekipmanları ile manuel olarak incelenir.

Tüm PCB test düzeneğimiz ev yapımıdır. İşte PCB test departmanımızdaki test düzeneğinin küçük bir örneği.

Cam Kesimi
-

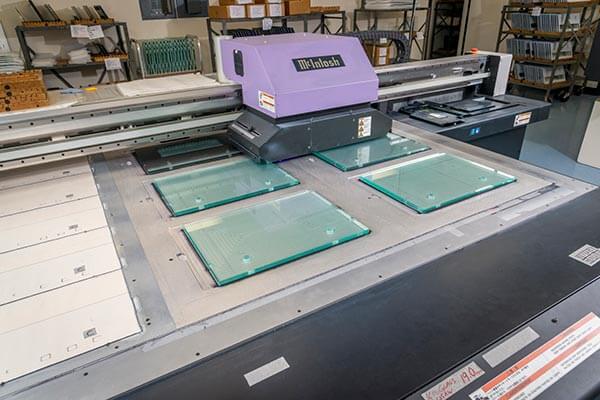
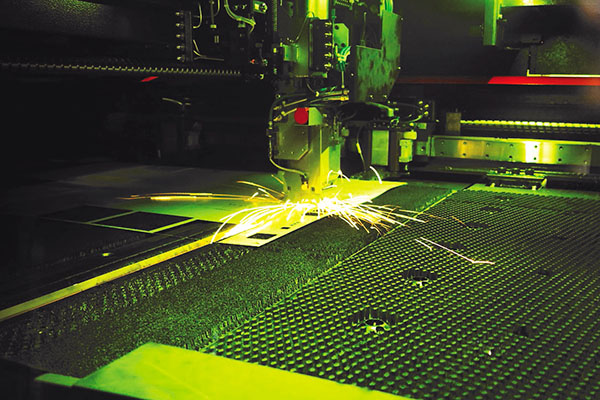
Tüm cam panellerimizi yüksek basınçlı su jetleri ile kesiyoruz. Ürünlerimizde 1/8" – 1/2" kalınlığında cam kullanıyoruz, ancak kalınlık ne olursa olsun, kesme prosedürü aynıdır. Su jetimiz, hassas kesimler üretmek için Bilgisayar Sayısal Kontrol (CNC) ile kontrol edilmektedir.
-

Kesim ucundan su neredeyse 50,000 PSI basınçla çıkar. Bu yüksek basınçta, su jetinin düzgün kesimler yapabilmesi mümkün değildir.
-

Düzgün kesimler elde etmek için, su akışına garnet tozu, bir aşındırıcı mineral ekliyoruz. Yüksek basınçlı su ve garnetin birleşimi, düzgün ve hassas kesimler üretir.

Cam Baskı

Cam paneller kesildikten sonra, bir sonraki adım olarak onlara McIntosh'un imza "siyah ön panel" görünümünü uyguluyoruz.
2018'den beri, bu, 1950'lerin sonlarından beri kullanılan ipek baskı sürecini değiştiren özel bir baskı tekniği ile yapılmaktadır.

Özel cam tedarikçisi Corning, Inc. ile danışmanlık yaptık ve cam üzerine baskı yapma sürecini öğrenmek için 165 yılı aşkın deneyimlerinden yararlandık.

Buradan, istenilen renk yoğunluğunu ve şeffaflığı oluşturmak için çok katmanlı özel UV baskı sürecimizi geliştirdik.

Örnekler, baskının on yıllar boyunca dayanmasını sağlamak için Binghamton Üniversitesi'ndeki Thomas J. Watson Mühendislik ve Uygulamalı Bilimler Okulu'nda simüle edilmiş sıcaklık ve nem koşullarında kapsamlı güvenilirlik testlerinden geçti.

Eski ipek baskı sürecinde olduğu gibi, baskı camın arka tarafında yapılır; böylece birim yıllar boyunca kullanıldıkça ve temizlendikçe, baskı asla silinmeyecek veya okunamaz hale gelmeyecektir.

Ön Panel Montajı
-

Baskı süreci tamamlandıktan sonra, cam paneller ön panel montajlarına dönüştürülür.
-

Butonlar, contalar ve ölçümlere tescilli mavi parıltıyı veren mavi filtreler eklenir.
-

Tamamlanmış cam panel daha sonra bir metal ekstrüzyona yerleştirilir, böylece birime bağlanabilir.

Potting
-

Tüm Autoformer veya Unity Coupled Circuit çıkış trafosu bir metal kutuya yerleştirilir ve genellikle "katran" olarak bilinen 450° F (232° C) özel bir sıvı asfalt karışımına "potlanır." Bu potlama işlemi sayesinde, metal laminasyonlardan kaynaklanan gürültü oluşturan titreşimler etkili bir şekilde ortadan kaldırılır; ayrıca potlama, trafoyu şasiye mekanik olarak izole ederek gürültüyü daha da azaltmaya yardımcı olur.
-
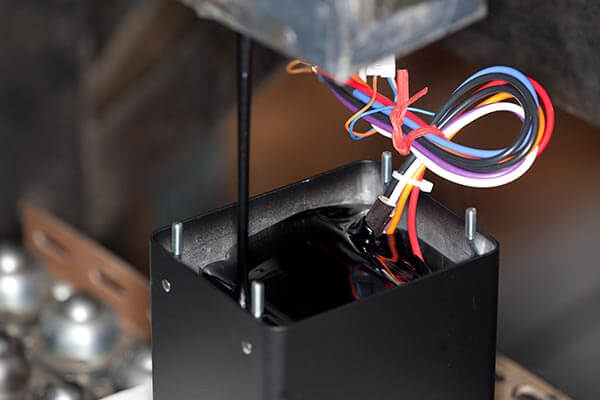
Çoğu trafoda, sadece kablo uçları açıkta bırakılırken, tüm EI çekirdeği katranın içine kaplanır.
-

Potlanmayı bekleyen bir grup Autoformer.

Metal Üretimi

Şasilerimizi, braketlerimizi ve birçok diğer parçayı metal atölyemizde üretiyoruz. 2022 yılında, mevcut alanımıza sığmadığımız için fabrikamıza 4.700 ft2 (436 m2) büyüklüğünde yeni bir metal atölyesi ekledik. Yeni, daha büyük metal atölyesi, kapasiteyi artırmak için iki yeni makine eklememize de olanak sağladı.

Tüm şasilerimiz, düz çelik levhalar olarak başlar. Düz levhaları ürünlerimiz için gereken şekil ve boyutlara dönüştürmek için CNC Punch Press'ler, Press Brake'ler, bir nokta kaynak makinesi ve diğer ekipmanlar ve aletler kullanıyoruz.

Bu üretim süreci, hem cilalı paslanmaz çelik şasilerimiz hem de soğuk haddelenmiş çelik şasilerimiz için aynıdır, ki bu şasiler daha sonra boya atölyemizde toz boya ile boyanır.
CNC Punch Press makinelerimizden biri, daha karmaşık şasiler yapılırken kullanılmak üzere yerleşik Fiber Lazer kesim yeteneklerine sahiptir.

30 istasyonlu Çok Amaçlı Taret (MPT) bulunan Punch Press makinelerimizden biri, şasi yapmak için gereken çeşitli şekil ve boyutları delerek çıkarır.

Bir Press Brake, delikli çelik parçaları şekillendirilmiş bir şasiye dönüştürmek için 110 tona kadar kuvvet uygular.

Boyamak
-

Siyah boyalı yüzeyle kaplanan şasi parçaları, 2019'da kurulan son teknoloji toz boya hattımızdan geçtikleri Boya Departmanımıza gider. Parçalar bir konveyöre asılır ve tüm boya hattı boyunca yaklaşık 400 feet (121 metre) yol alır.
-
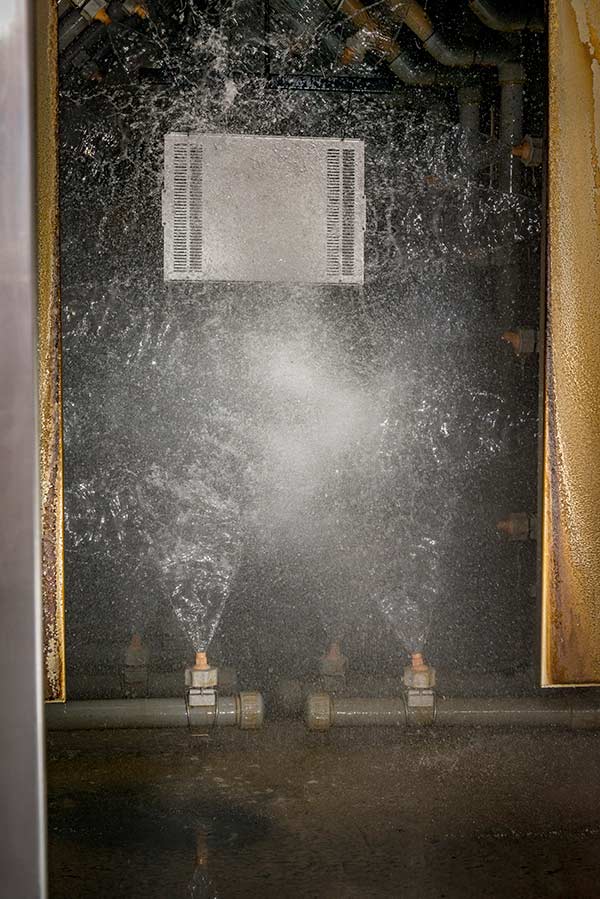
Parçalar önce boyanın yapışmasını engelleyecek kalıntıları gidermek için kimyasal olarak yıkanır, ardından 380°F (193°C) sıcaklıkta bir fırından geçerek kurutulur.
-

Sonra, her parçaya el ile toz boya püskürtüldüğü manuel boya kabinine giderler.
-

Oradan, boyanın pişirilip sabitlendiği fırına geri gönderilirler.
-

Bu sertleştirme işlemi sırasında parçalar, kurutma döngüsüne kıyasla fırında yaklaşık 4 kat daha uzun süre kalır.

Toplantı
-

Tüm bireysel parçalar ve alt montajlar (PCB'ler, Otomatik Transformatörler, cam paneller, şasiler vb.) yapıldıktan sonra, bitmiş ünitelerin monte edildiği Montaj Bölümüne gönderilirler.
-
Burada, yetenekli zanaatkarlar tüm bu ayrı parçaları alıp işlevsel üniteler haline getirirler.
-

Montaj hattında üretimin çeşitli aşamalarında olan ürünler.

Ön Panel Kurulumu
-

Son testlerini geçtikten sonra, ünitelerin kalan tüm parçaları monte edilir.
-

Buna ön panel montajı da dahildir.
-

Her bir metre, ticari markalı mavi rengimize kalibre edilmiştir, böylece tüm metreler aynı görünüme sahiptir. Bu, zamanla ev ses sisteminize farklı parçalar ekledikçe, üniform bir görünüm sağlanmasına yardımcı olur.

Paketleme

Paketlenmeyi bekleyen üniteler. Üniteler temizlenir, cilalanır, bir torbaya konur ve Mühendislik Departmanımızın tasarladığı dayanıklı nakliye kutularına yerleştirilir.
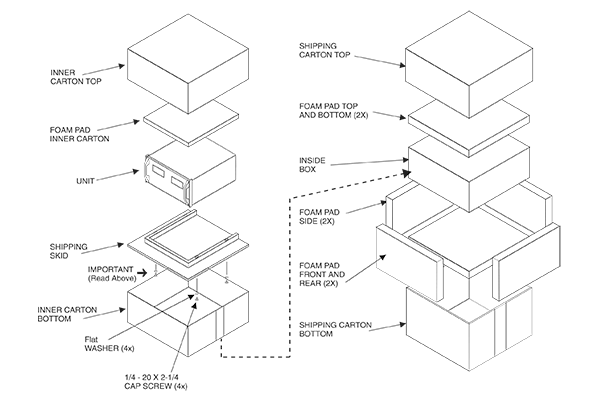
Çoğu ürünümüz "kutunun içinde kutu" tasarımına sahip olup, özel köpük malzemeleri ürünleri yerinde tutar ve zarar görmelerini önler. Bazı ürünler paketlenmeden önce ahşap bir nakliye paletine sabitlenir. Tüm bunlar, kutuyu açtığınızda sizi kusursuz bir üniteyle karşılamak için yapılır.

Ürün Testi
-

Mühendislik Departmanımız, çeşitli test yeteneklerine ve özel ekipmanlara sahiptir. Bunlar arasında zemini asılı büyük bir Yankısız Oda da bulunmaktadır. Bu oda, tüm sesleri emer. Burada, bir ürünün akustik özelliklerini yankı, yansıma veya çınlama olmadan test edebiliriz, bu da test sonuçlarını etkilemez.
-

McIntosh hoparlör XR1051, yaklaşık 1984 yılında uzun süredir Akustik Mühendis olan Carl Van Gelder tarafından Yankısız Odamızda test ediliyor. Ayrıca, özel Yankı Odası'nda bir ürünün akustik gücünü ölçebiliyoruz.
-

Ayrıca büyük bir Elektromanyetik Uyumluluk (EMC) Odası'na sahibiz.
-
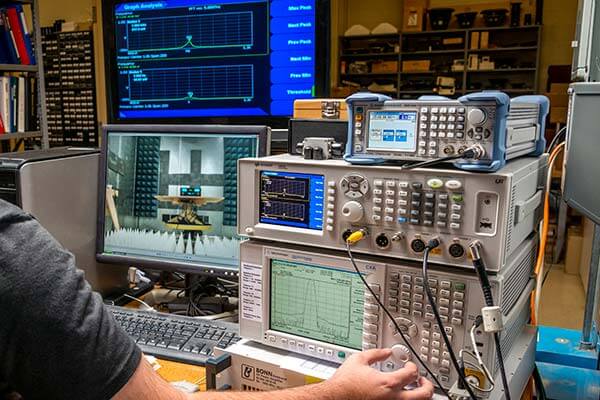
EMC odasını, ürünlerimizin diğer elektronik cihazları etkileyebilecek elektromanyetik sinyaller yaymasını test etmek ve ayrıca diğer cihazların yaydığı elektromanyetik sinyallerin ürünlerimizi nasıl etkilediğini test etmek için kullanıyoruz.
-

Bu özel test alanlarının yanı sıra, mühendislerimiz McIntosh ürünlerini tasarlarken çeşitli özel test ekipmanları kullanır. Tabii ki, en özel dinleme ekipmanı insan kulağıdır ve bu da Mühendislik binamızdaki özel dinleme odasında kapsamlı bir şekilde kullanılır.

Depolama

22,000 ft2 (2,043 m2) büyüklüğünde, hem hammadde hem de bitmiş ürünlerin güvenli bir şekilde saklanabildiği büyük bir depoya sahibiz.

Buradan ürünlerimiz bayilerimize ve dünya çapındaki distribütörlerimize gönderilmeye hazır hale gelir.